Seit Beginn der Entwicklung Ende der 1950er Jahre hat sich der RH-Prozess zu einem wichtigen Verfahrensschritt in modernen Stahlwerken etabliert. Der RH-Prozess wurde ursprünglich zur Einstellung niedriger Wasserstoffgehalte in Flüssigstahl verwendet. Im Verlauf der letzten Jahrzehnte wurde das Verfahren durch kontinuierliche Weiterentwicklung und Verbesserung an die Bedürfnisse heutiger Stahlproduzenten angepasst. Ihren Einsatz findet diese Technologie heute hauptsächlich bei der Herstellung von LC- (low carbon) und ULC- (ultra low carbon) Stählen sowie zur Minimierung des Wasserstoffgehaltes. Der RH-Prozess hat sich heute als bewährtes Verfahren für Produktionsrouten mit kürzesten Abstichzeiten mit Behandlungsgrößen von bis zu 400t etabliert.
Allgemein bietet der RH-Prozess die folgenden Vorteile:
- Einsatz günstiger Legierungselemente mit höherem Kohlenstoffgehalt
- Reduzierung der Produktionskosten
- Erhöhung der Produktqualität durch niedrige Gasgehalte
- Möglichkeit zur Produktion von ELC-Qualitäten mit minimiertem Chromverlust
- Einstellung enger Analysentoleranzen
- Hohe Chrom-Ausbringung
- Einzel- oder Doppelstand
- Schnellwechselmechanismus des RH-Gefäßes
- Einsatz von Dampfstrahlpumpen und mechanischen Pumpen
- Unterschiedliche Pfannen- und Gefäßhebemechanismen
- Brenner- und Sauerstofflanzensystem
- Unterschiedliche Kühl- und Staubabscheidungssysteme
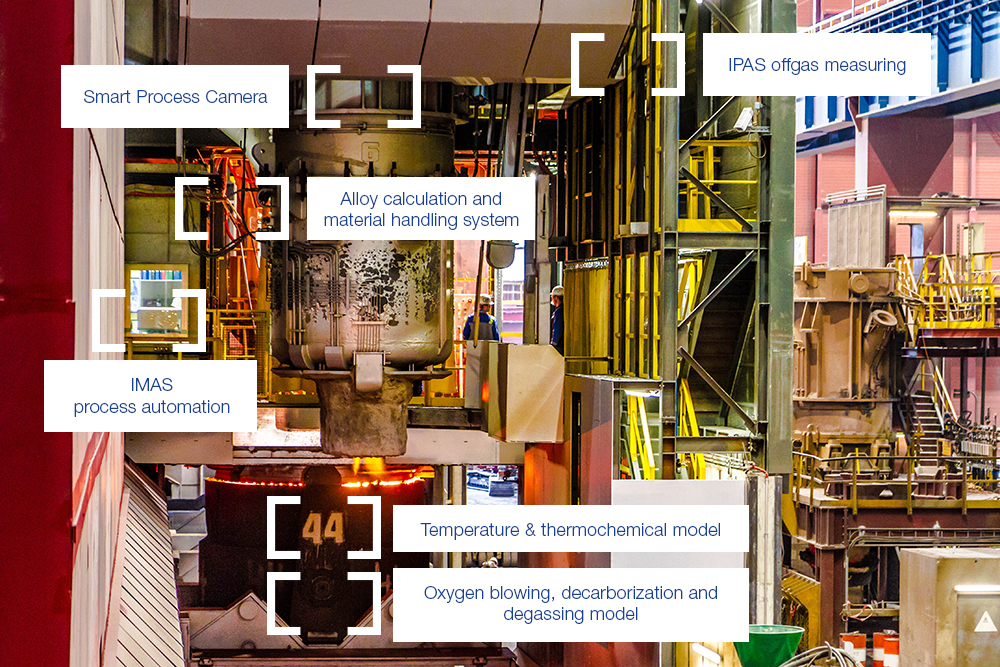
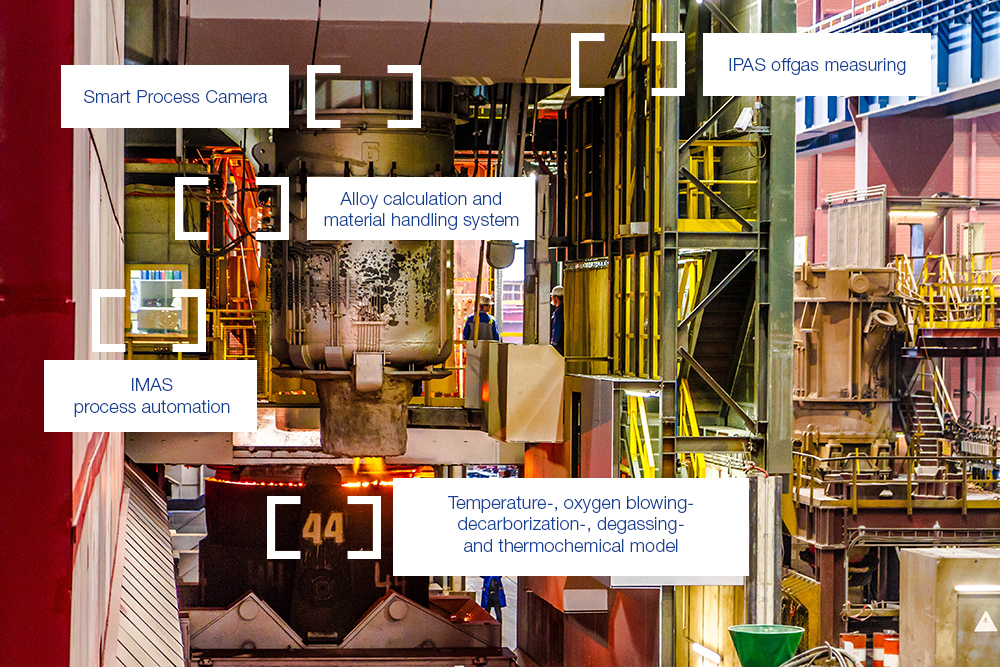
Digitalisierung und Smart Production sind die treibenden Kräfte für Entwicklung und Veränderung in der Stahlbranche. Bei INTECO bieten wir Ihnen nicht nur erstklassiges Engineering im Anlagenbau, sondern auch maßgeschneiderte digitale Lösungen, die den anspruchsvollen Anforderungen unserer Kunden gerecht werden. Überwachen Sie Ihre Produktion effizienter und nutzen Sie die gesammelten Informationen für Anpassungen und Fortschritt.
voestalpine Stahl Linz
Type: 175t RH

Saarstahl AG
Type: 200t RH

Isdemir
Type: 200t RH
voestalpine Stahl Donawitz
Type: 67t RH

voestalpine Stahl Linz
Type: 160t RH