
Since the introduction of Ruhrstahl-Heraeus (RH) degassing technology in the late 1950s, the RH degassing process has become an important tool in modern steel plants. It originally was used to adjust low hydrogen contents in liquid steel. Over the past decades, the process has been adapted to the needs of today’s steel producers through continuous development and improvement. Today, this technology is mainly used to produce LC (low carbon) and ULC (ultra low carbon) steels and to minimize the hydrogen content. The RH degassing process has proven itself particularly well suited for operations requiring short tap-to-tap times and treatment sizes of up to 400t.
In general, the RH process offers the following advantages:
- Utilisation of cheaper materials with high carbon content
- Reduction of production costs
- Improved product quality due to low gas content
- Ability to produce ELC qualities with minimum chromium loss
- Achievability of strict analysis tolerances
- High chromium yield
- Single or twin operation stand
- RH-vessel fast exchange system
- Steam ejector vacuum pumps and ry mechanical vacuum pumps
- Variable ladle / vessel lifting systems
- Top-burner & O2-blowing lance system
- Variable dust separating / cooling system
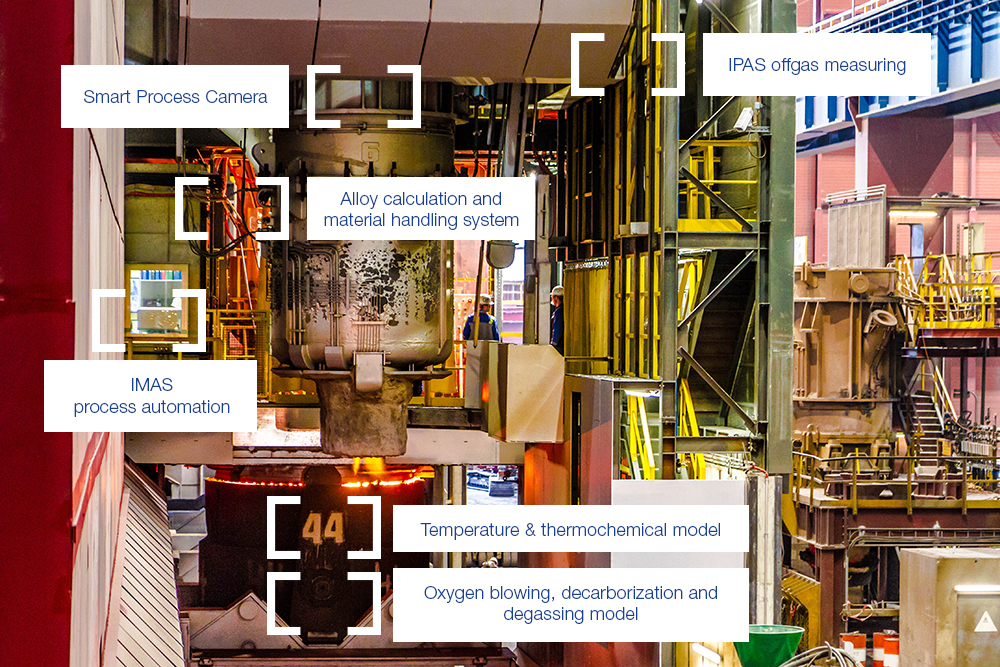
Digitalization and smart production are transforming the steel industry, driving development and change. At INTECO, we offer not only first-class engineering in plant construction, but also customized digital solutions tailored to our customers’ demands. Enhance your production with our digital solutions and utilize the collected data to make strategic adjustments and drive continuous progress.
voestalpine Stahl Linz
Type: 175t RH

Saarstahl AG
Type: 200t RH

Isdemir
Type: 200t RH
voestalpine Stahl Donawitz
Type: 67t RH

voestalpine Stahl Linz
Type: 160t RH